 magyar
magyar English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Ma folytatjuk a NYÁK SMT-sablonok második gyártási módszerének megismerését: a lézeres vágást.
A lézeres vágás jelenleg a legnépszerűbb módszer az SMT sablonok gyártására. Az SMT pick-and-place feldolgozóiparban a gyártók több mint 95%-a, köztük mi is, lézervágást használ sablongyártáshoz.
1. Alapelv Magyarázat: A lézeres vágás során lézerrel kell vágni ott, ahol nyílásokra van szükség. Az adatok szükség szerint módosíthatók a méret megváltoztatásához, és a jobb folyamatvezérlés javítja a rekesznyílások pontosságát. A lézerrel vágott sablonok furatfalai függőlegesek.
2. Folyamatfolyamat: Filmkészítés NYÁK-hoz → Koordinátagyűjtés → Adatfájl → Adatfeldolgozás → Lézeres vágás és fúrás → Polírozás és elektropolírozás → Ellenőrzés → A háló feszítése → Csomagolás
3. Jellemzők: Nagy pontosság az adatelőállításban, az objektív tényezők minimális befolyása; A trapéz alakú nyílások megkönnyítik a formázást; precíz vágásra képes; mérsékelten árú.
4. Hátrányok: A vágás egyenként történik, ami viszonylag lassúvá teszi a gyártási sebességet.
A lézervágás elve az alábbi bal alsó képen látható. A vágási folyamatot a gép finoman szabályozza, és rendkívül kis osztású nyílások készítésére alkalmas. Mivel a lézer közvetlenül ablálja, a furatok falai egyenesebbek, mint a kémiailag maratott sablonoké, nincs kúpos középforma, ami elősegíti a forrasztópaszta stencilnyílásokba való betöltését. Sőt, mivel az abláció egyik oldalról a másikra történik, a lyukfalak természetes dőlésszögűek lesznek, így a lyuk teljes keresztmetszete trapéz alakú, amint az alábbi jobb alsó képen látható. Ez a ferde durván megegyezik a sablonlap vastagságának felével.
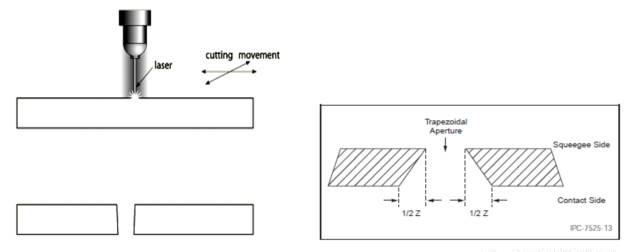
A trapéz alakú szerkezet előnyös a forrasztópaszta felszabadulásához, kis lyukpárnáknál pedig jobb "tégla" vagy "érme" formát érhet el. Ez a jellemző finom osztású vagy mikroelemek összeszerelésére alkalmas. Ezért a precíziós SMT alkatrészek összeszereléséhez általában a lézersablonok használata javasolt.
A következő cikkben bemutatjuk a PCB SMT stencil elektroformázási módszerét.
