 magyar
magyar English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Ma megvitatjuk, hogyan válasszuk ki a vastagságot és tervezzük meg a nyílásokat SMT stencilek használatakor.
Válogatott SMT stencilvastagság és rekeszkialakítás
A forrasztópaszta mennyiségének szabályozása az SMT-nyomtatási folyamat során az egyik kritikus tényező az SMT-folyamat minőség-ellenőrzésében. A forrasztópaszta mennyisége közvetlenül függ a sablonsablon vastagságától, valamint a nyílások alakjától és méretétől (a gumibetét sebessége és az alkalmazott nyomás is befolyásolja); a sablon vastagsága határozza meg a forrasztópaszta mintázatának vastagságát (amelyek lényegében megegyeznek). Ezért a sablonvastagság kiválasztása után a nyílásméret megfelelő módosításával kompenzálhatja a különböző komponensek forrasztópaszta-igényét.
A sablon vastagságának megválasztását a nyomtatott áramköri lap összeszerelési sűrűsége, az alkatrészek mérete és a csapok (vagy forrasztógolyók) közötti távolság alapján kell meghatározni. Általánosságban elmondható, hogy a nagyobb betétekkel és térközzel rendelkező alkatrészek több forrasztópasztát, és így vastagabb sablont igényelnek; fordítva, a kisebb párnákkal és szűkebb távolsággal rendelkező alkatrészekhez (mint például a keskeny osztású QFP-k és CSP-k) kevesebb forrasztópaszta, így vékonyabb sablon szükséges.
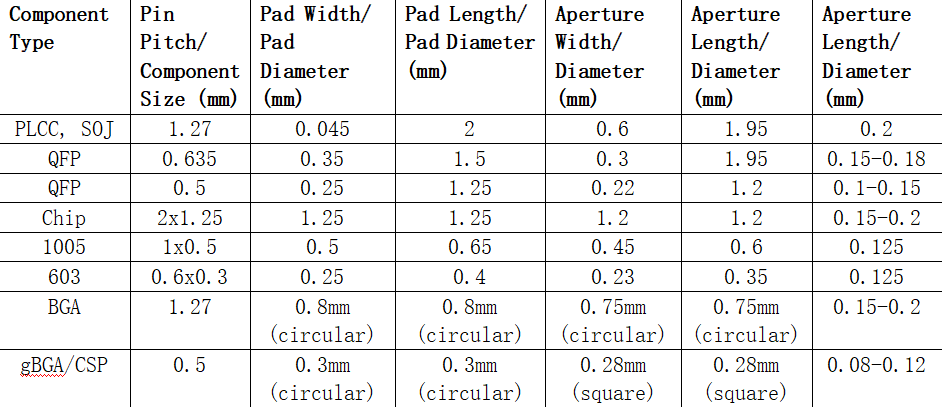
A tapasztalatok azt mutatják, hogy a forrasztópaszta mennyiségének az általános SMT-komponensek párnáin körülbelül 0,8 mg/mm-nek kell lennie. ² {4}940801} körülbelül 0,5 mg/mm ² keskeny osztású alkatrészekhez. A túl sok könnyen olyan problémákhoz vezethet, mint a túlzott forrasztási fogyasztás és a forrasztási áthidalás, míg a túl kevés forrasztás elégtelen fogyasztáshoz és nem megfelelő hegesztési szilárdsághoz vezethet. A borítón látható táblázat megfelelő rekesz- és stencilsablon-tervezési megoldásokat kínál a különböző alkatrészekhez, amelyek referenciaként használhatók a tervezéshez.
A következő újdonságban további ismereteket tanulunk a PCB SMT stencilről.
